
电主轴在数控机床中的应用
0 引言
数控机床将高效、高精度和高柔性集为一体,同时,为了得到高生产率,提高加工精度,高速的加工技术也越来越受到业内的重视。超高速数控机床是实现超高速加工的物质基础,而高速主轴又是超高速数控机床的“核心”部件,它不但要求较高的速度、精度,而且要求连续输出的高转矩能力和非常宽的恒功率运行范嗣,因此,具备相应的高转速和高精度、高速精密和高效率特性的数控机床电主轴应运而生。
电主轴最早是用在磨床上,后来才发展到加T中心。因强大的精密机械工业不断提出要求,使电主轴的功率和品质不断得到提高。目前,电主轴最大转速可达20 000 r/min,直径范围33—300 mm,功率范围125 W-80 kw.扭矩范围0.02—300 Nm。电主轴具有结构紧凑,重量轻。惯性小,动态特性好等优点,并可改善机床的动平衡。避免振动、污染和噪声,因而它在超高速切削机床卜得到了广泛的应用。
1 电主轴的工作原理及典型结构
1.1 电主轴的工作原理
所谓电主轴就是将电机的转子直接作为机床的主轴,主轴单元的壳体就是电机座,并配合其他安全保障措施,实现电机与机床主轴的一体化。电主轴直接将空心的电动机转子装在主轴上,定子通过冷却套同定在主轴箱体孔内,形成一个完整的主轴单元,通电后转子直接带动主轴运转。
1.2 电主轴的基本构成
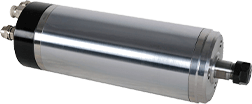
电主轴结构的基本构成如图1所示,它通常由电主轴单元、轴承及其润滑单元,主轴冷却单元以及动平衡单元组成。电主轴单元典型的结构布局方式是电机置于主轴前、后轴承之间,其优点是主轴单元的轴向尺寸较短,主轴刚度大,功率大,较适合于大、中型高速数控机床;其不足是在封闭的主轴箱体内电机的自然散热条件差,温升比较高。
图1电主轴的结构图
1.3 电主轴的典型结构
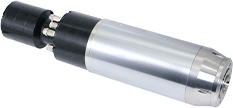
图2为内装式电主轴结构。电动机的转子与机床的主轴间是靠过盈套筒的过盈配合实现扭矩传递的,其过盈量是按所传递扭矩的大小计算出来的。在主轴上取消了一切形式的键连接和螺纹连接,便于使主轴运转部分达到精确的动平衡。由于转子内孔与主轴配合面之间有很大的过盈量,因此,在装配时必须先在油浴中将转子加热到200℃左右,然后迅速进行热压装配。电动机的定子通过一个冷却套同装在电主轴的壳体中。
图2电主轴典型结构图
2 电主轴的关键技术
电主轴是高速轴承技术、润滑技术、冷却技术、动平衡技术、精密制造与装配技术以及电机高速驱动等技术的综合运用。
2.1 电主轴的高速轴承技术
实现电主轴高速化精密化的关键是高速精密轴承技术的应用。目前,在电主轴中应用的轴承有精密滚动轴承、液体动静压轴承、气体静压轴承和磁悬浮轴承等,但主要是精密角接触陶瓷球轴承和精密圆柱滚子轴承。角接触球轴承不但可同时承受径向和轴向载荷,而且刚度高,高速性能好,结构简单紧凑,品种规格繁多,便于维修更换,因而在电主轴中得到广泛的应用。随着陶瓷轴承技术的发展,应用最多的电主轴轴承是混合陶瓷球轴承,即滚动体使用Si3N4陶瓷球,采用“小珠密珠”结构,轴承套圈为GCrl5钢圈。这种混合轴承通过减小离心力和陀螺力矩,来减小滚珠与沟道间的摩擦,从而获得较低的温升及较好的高速性能。
2.2 电主轴的润滑技术
1)高速电主轴必须采用合理的、可控制的轴承润滑方式来控制轴承的温升,以保证数控机床工艺系统的精度和稳定性。电主轴的润滑方式主要有脂润滑、油雾润滑和油气润滑等。
2)实践表明在润滑中供油量过多或过少都是有害的,而前两种润滑方式均无法准确地控制供油量多少,不利于主轴轴承转速和寿命的提高。而新近发展起来的油气润滑方式则可以精确地控制各个摩擦点的润滑油量,可靠性极高。
3)油气润滑技术是利用压缩空气将微量的润滑油分别连续不断地、精确地供给每一套主轴轴承,微小油滴在滚动和内、外滚道问形成弹性动压油膜,而压缩空气则可带走轴承运转所产生的部分热量。
4)实践证明,油气润滑是高速大功率电主轴轴承的最理想润滑方法,但其所需设备复杂,成本高。由于油气润滑方式润滑效果理想,目前已成为国际上最流行的润滑方式。
2.3 电主轴的冷却技术
1)电主轴有两个主要的内部热源:内置电动机的发热和主轴轴承的发热。如果不加以控制,由此引起的热变形会严重降低机床的加工精度和轴承使用寿命,从而导致电主轴的使用寿命缩短。
2)电主轴由采用内藏式主轴结构形式,位于主轴单元体中的电机不能采用风扇散热,因此,自然散热条件较差。电机在实现能量转换过程中,内部产生功率损耗,从而使电机发热。研究表明,在电机高速运转条件下,有近1/3的电机发热量南电机转子产生,并且转子产生的绝大部分热量都通过转子与定子间的气隙传人定子中;其余2/3的热量产生于电机的定子,所以,对电机产生发热的主要解决方法是对电机定子采用冷却液的循环流动来实行强制冷却。典型的冷却系统是用外循环水式冷却装置来冷却电机定子,将电机的热量带走。
3)角接触球轴承的发热主要是滚子与滚道之间的滚动摩擦、高速下所受陀螺力矩产生的滑动摩擦以及润滑油的粘性摩擦等产生的。减小轴承发热量的主要措施:(1)适当减小滚珠的直径,从而减小摩擦,减少发热量。(2)采用合理的润滑方式,油气润滑方式对轴承不但具有润滑作用,还具有一定的冷却作用。
2.4 电主轴的动平衡技术
主轴高速旋转时,任何小的不平衡质量即可引起电主轴大的高频振动,因此,精密电主轴的动平衡精度要求达到G1-G0.4级。对于这种等级的动平衡,采用常规的方法即仅在装配前对主轴上的每个零件分别进行动平衡是远远不够的,还需在装配后进行整体的动平衡,甚至还要设计专门的自动平衡系统来实现主轴的在线动平衡。另外,在设计电主轴时,必须严格遵守结构对称原则,键连接和螺纹连接在电主轴上被禁止使用,而普遍采用过盈连接,并以此来实现转矩的传递。
2.5 电主轴的运动控制技术
在数控机床中,电主轴通常采用变频调速方法。目前,主要有普通变频驱动和控制、矢量控制驱动器的驱动和控制以及直接转矩控制三种控制方式。
1)普通变频为标量驱动和控制,其驱动控制特性为恒转矩驱动,输出功率和转速成正比。普通变频控制的动态性能不够理想,在低速时控制性能不佳,输出功率不够稳定,也不具备C轴功能,但价格便宜、结构简单,一般用于磨床和普通的高速铣床等。
2)矢量控制技术模
仿直流电动机的控制,以转子磁场定向,用矢量变换的方法来实现驱动和控制,具有良好的动态性能。矢量控制驱动器在刚启动时具有很大的转矩值,加之电主轴本身结构简单,惯性很小,故启动加速度大,可以实现启动后瞬时达到允许极限速度。
3)直接转矩控制是继矢量控制技术之后发展起来的又一种新型的高性能交流调速技术,其控制思想新颖,系统结构简洁明了,更适合于高速电主轴的驱动,更能满足高速电主轴高转速、宽调速范围、高速瞬l’日J准停的动态特性和静态特性的要求,已成为交流传动领域的一个热点技术。
3 结束语
目前,电主轴应用越来越广,国外高速电主轴技术由于研究较早,电主轴单元发展较快,技术水平也处于领先地位,并且随着变频技术及数字技术的发展日趋完善,逐步形成了一系列标准产品,高转速电动主轴在机床行业和工业制造业中普遍采用。今后一段时间应着重发展研究大功率、大扭矩、调速范围宽、能实现快速制启动、准确定位、自动对刀等数字化高标准电动主轴单元。
上一篇:电主轴的发展趋势
下一篇:CNC电主轴技术的发展趋势